


Biến dạng hàn
Biến dạng hoặc cong vênh có thể xảy ra trong khi hàn do sự co ngót không đều của mối hàn và kim loại cơ bản trong chu kỳ nung nóng và làm nguội trong khi hàn và sau khi hàn. Ứng suất hình thành ở mối hàn là kết quả của những thay đổi về thể tích, đặc biệt là nếu mối hàn bị hạn chế bởi các kết cấu kẹp hoặc các vật liệu khác xung quanh. Nếu những hạn chế bị loại bỏ phần nào, ứng suất có thể gây biến dạng vật liệu và thậm chí có thể gây xé rách hoặc đứt gãy. Tất nhiên, biến dạng hàn có thể làm phát sinh chi phí để sửa chữa, do đó ngăn ngừa biến dạng là vấn đề quan trọng trong quá trình hàn
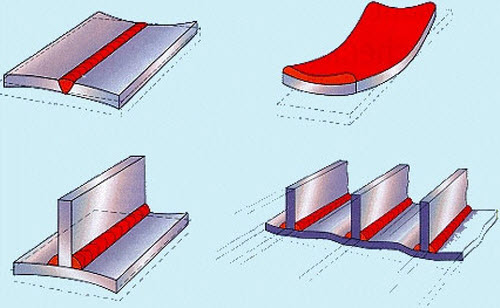
Các loại biến dạng hàn
Có nhiều loại biến dạng và thay đổi kích thước bao gồm: biến dạng dọc, ngang, góc, xoắn và uốn cong. Có thể xảy ra đồng thời hai hoặc nhiều dạng biến dạng .
Các nguyên nhân chính gây biến dạng.
Có nhiều yếu tố gây nên biến dạng hàn hoặc cắt và rất khó dự báo chính xác mức độ biến dạng có thể xảy ra. Một số yếu tố cần được xem xét bao gồm mức độ hạn chế, đặc tính nhiệt và các đặc tính khác của vật liệu gốc; ứng suất nội tại được sinh ra từ quá trình gia công kim loại trước đó như cán, tạo hình và uốn; kiểu mối hàn; độ chính xác gia công và bản chất của quá trình hàn – loại quy trình, tính đói xứng của mối nối, gia nhiệt trước và trình tự mối hàn yêu cầu.
Biện pháp hạn chế biến dạng
Các tác động co ngót mối hàn không bao giờ có thể được loại bỏ hoàn toàn nhưng có thể giữ chúng ở mức tối thiểu bằng cách lấy một vài bước thực tế như sau:
- Giảm khối lượng hàn để tránh mối hàn quá đầy và xem xét sử dụng hàn gián đoạn
- Giảm thiểu số lớp hàn
- Định vị và cân bằng mối hàn chính xác quanh trục
- Sử dụng kỹ thuật hàn lùi lại hoặc hàn từng đoạn, trong đó bao gồm các mối hàn ngắn đắp
chồng ở hướng ngược lại
- Dự trù sự co ngót bằng cách sắp đặt trước các vật hàn lệch vị trí.
- Lập kế hoạch trình tự hàn để đảm bảo sự co ngót mất tác dụng dần dần
- Rút ngắn thời gian hàn
- Sử dụng thiết bị hàn dòng xung để giảm thiểu tích lũy nhiệt vào vật hàn.
Khi cắt, có thể hạn chế biến dạng bằng cách đỡ tấm kim loại để tấm có thể dãn ra tự do mà không cong vênh.
Biến dạng có thể tránh được hoặc giảm đáng kể khi hàn kết cấu thép bằng cách sử dụng các bộ định vị như các thanh ngang tăng cứng hoặc nêm để ghép đặt trước các đường nối tấm; dùng các loại kẹp linh hoạt để tạo nên các khe hở cần thiết giữa các chi tiết trước khi hàn hoặc kẹp các vật hàn tấm mỏng. Các gân tăng cứng dọc cũng có thể được sử dụng để hạn chế biến dạng do lực uốn. Sử dụng các trình tự hàn đúng cũng rất quan trọng, chẳng hạn như hàn khung trước khi hàn tấm bìa vào khung. Kỹ thuật uốn cong trước hoặc điều chỉnh trước cũng giúp ngăn chặn biến dạng. Ngoài ra, có thể dùng nước để làm nguội quá trình hàn để hạn chế cong vênh.
Kết cấu ống cũng có thể bị biến dạng sau hàn. Hạn chế biến dạng ống bằng cách dùng các thanh ngang gắn với các bản giằng và nêm bên trong hoặc bên ngoài dọc theo mối nối. Sử dụng hàn đính các tấm gá mặt đáy để khống chế sự co ngang hoặc dùng các cặp đôi áp sát khi hàn mặt bích với ống.
Biện pháp khắc phục chi tiết bị biến dạng
Có thể sửa chữa được vấn đề biến dạng. Điều này có thể đạt được bằng cách sử dụng các thiết bị cơ khí : máy ép, búa khí nén, hoặc thiết bị tạo dao động khử ứng suất. Ngoài ra, có thể sử dụng thiết bị cố định kích thước để khôi phục lại kết cấu biến dạng về kích thước mong muốn. Các phương pháp gia nhiệt khác nhau cũng được sử dụng để khắc phục biến dạng bằng cách nung nóng cục bộ hoặc nung nóng tại chỗ theo nhiều cách khác nhau
Ngoclinh.net.vn


Natohodia
Lâm Tấn Phát
Hồng ký
Thanhtung
hauvu